2、单伸
堆垛机 (1)采用2台转轨式堆垛机,单机最大起重量为1300千克,即可满足外来包材的进货量及送往车间的包材出货量的要求,又可满足不同货架尺寸的需求。
(2)没有过载与松绳保护装置、断绳保护装置、
货叉动作连锁保护装置及货叉力矩限止器和货位探测及有无货物检测装置。
(3)堆垛机与计算机管理
监控系统采用红外线通讯方式。
(4)堆垛机上没有载入装置,方便人员对最高处货架的维修及管理。
(5)堆垛机操作方式:联机操作、单机操作、手动操作。
3、出库
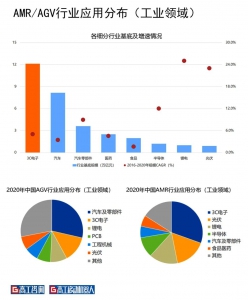
机器人自动搬运系统(AGV系统)
在和生产车间相通的一端,由AGV(
无人搬运车)自动将包材直接送到无菌灌装机指定的位置,空托盘由AGV送回包材库。AGV采用激光引导,由带输送移载机构的AGV小车、地面
导航系统、在线自动充电系统、周边
输送系统、AGV控制台和通讯系统等组成。
三、辅料自动输送系统的构成与特点
该系统从人工将辅料放置到自动搬运悬挂车起,至辅料被准确送到车间辅料位置。辅料库位于生产车间外马路对面,为驶入式库房,用于存放纸箱和吸管。辅料库空中长廊底标高5米,空中长度30米。
每条生产线纸箱需求量分别为:利乐包834片/小时、康美包500片/小时。纸箱及吸管至生产车间装箱机和贴管机的搬运,采用空中无人自动搬运悬挂车完成。空中无人自动搬运车采用单轨道悬挂机构,在一条环形主轨道上运行。
四.计算机监控和管理系统
整个计算机监控和管理系统可以实现对成品
自动化库、内包材自动化库和辅料库的统一管理。成品自动化库、包材自动化库要求实现联机在线的全自动控制、监控和管理,主要包括库房仓储
物流信息管理系统、自动化库房控制与监控系统、自动化库房控制执行系统三部分。其中,库房仓储物流信息管理系统具备入库管理、出库管理、库存管理、数据采集、质检管理、批次管理、查询统计、系统管理、储位管理、人力资源管理、预警、纠偏、人性化操作界面等功能模块。系统特点
1、在计算机统一指挥下完成立体库作业,实现货物的入出库信息自动化管理,自动完成货物的数据维护、查询、修改、清库报表、库存分析、报表打印等操作,并动态显示设备状态、位置及完成工作情况、故障情况提示、报警信息,以及库存货物的分布情况等。
2、入库时,系统自由分配货位,按照由下到上的原则,也可以具体指定任意货位;出库时,原则上按入库登录顺序(入库日期和批号),即先进先出的原则。
3、计算机监控系统采用全汉化图形界面,具有良好的开放性,系统功能便于修改和再次开发。
运作流程
按照成品,内包材和辅料三种不同物料划分,其物流作业流程分别如下:
一、成品物流
蒙牛六期物流中心从前到后依次为生产区、入库区、储存区和出库区,具体运作流程如下:
(一)生产区
22台封箱机经输送链与码盘机器人接头,输送链在码垛钱江带
产品的纸箱提升至离地面2米处。纸箱由码盘机器人按货架层间距的尺寸要求,整齐地码放在下游输送带上的托盘上。
(二)入库区
1、码好产品的托盘由环行
穿梭车搬运到自动立体库外与巷道堆垛机连接的输送机上。装有苗条型产品的托盘在入库前需要进行塑料薄膜缠绕。
2、在入库区设有双工位高速环行穿梭车,将入库货物向入库口进行分配。托盘货物在上穿竣车之前,须经过外形合格检测装置,未通过者由小车送到整形装置处进行整形后再入库。
3、经检测码垛合格的托盘被堆垛机自动放到计算机系统指定的货位上。
(三)出库区
1、出库作业区设置20个停车位,可以满足20辆
运输车同时装卸任务。堆垛机从货架上取出装有产品的托盘,送到库房外的环行穿梭车上。根据销售清单,产品托盘从滚筒式输送机被送到装货车旁。
2、在环行穿竣车的某处设立产品分拆区域,需要分拆的托盘在此脱离穿竣车道,通过人工分拣后,再回到穿竣车道上。
二、内包材物流
1、入库
内包材从外部采购回来时,由人工卸车码放在托盘上后,用
叉车将包材放置到输送机上,运至入库台上(一个入口)。堆垛机接到指令后将货物就近或者按照预先设定的位置先放到穿梭板上,由穿竣板的往复运动将货物放置到货架(两种尺寸货架)上。












 粤公网安备 44010602004352号
粤公网安备 44010602004352号