机器视觉是通过计算机模拟人类视觉功能,让机器获得相关视觉信息和加以理解。可分为“视”和“觉”两部分原理。
“视”是将外界信息通过成像来显示成数字信号反馈给计算机,需要依靠一整套的硬件解决方案,包括光源、相机、图像采集卡、视觉传感器等。“觉”则是计算机对数字信号进行处理和分析,主要是软件算法。

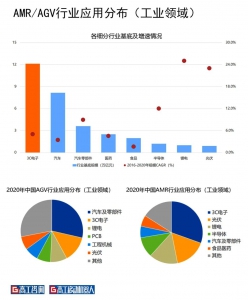
机器视觉在工业上应用领域广阔,核心功能包括:测量、检测、识别、定位等。产业链可以分为上游部件级市场、中游系统集成/整机装备市场和下游应用市场。
机器视觉中,缺陷检测功能,是机器视觉应用得最多的功能之一,主要检测产品表面的各种信息。在现代工业自动化生产中,连续大批量生产中每个制程都有一定的次品率单独看虽然比率很小,但相乘后却成为企业难以提高良率的瓶颈,并且在经过完整制程后再剔除次品成本会高很多,因此及时检测及次品剔除对质量控制和成本控制是非常重要的,也是制造业进一步升级的重要基石。
机器视觉技术近年发展迅速
1)图像采集技术发展迅猛
CCD、CMOS等固件越来越成熟,图像敏感器件尺寸不断缩小,像元数量和数据率不断提高,分辨率和帧率的提升速度可以说日新月异,产品系列也越来越丰富,在增益、快门和信噪比等参数上不断优化,通过核心测试指标来对光源、镜头和相机进行综合选择,使得很多以前成像上的难点问题得以不断突破。














 粤公网安备 44010602004352号
粤公网安备 44010602004352号