钣金加工是机械生产中的一个重要组成部分,特别在航空、家电、电力、消防、通信、仪器仪表和电子测量等行业,钣金零件的应用非常广泛。
过去,用手工编制折弯工序,浪费了大量的人力和物力。为了减少劳动力、降低生产成本、改善劳动环境、减轻劳动强度和提高产品质量,制造业对折弯机的自动化程度要求越来越高。
钣金的折弯,是指改变板材或板件角度的加工。如将板材弯成V形,U形等。
先来看下德国的折弯技术!
一般情况下,钣金折弯有两种方法:
一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;
另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。
这两种折弯方式有各自的原理,特点以及适用性。
一、磨具折弯
对于年加工量在5000件以上,零件尺寸不是太大的结构件(一般情况为300X300),一般考虑开冲压模具加工。
常用折弯模具如图所示,为了延长模具的寿命,零件设计时,尽可能采用圆角。

过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L≥3t(包括壁厚)。
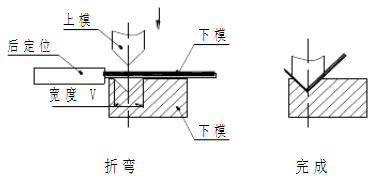
二、折弯机折弯
折弯机分普通折弯机和数控折弯机两种。
精度要求较高,折弯形状不规则的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;
缺点:压力小,只能加工简单的成形,效率较低。
(一)成形基本原理
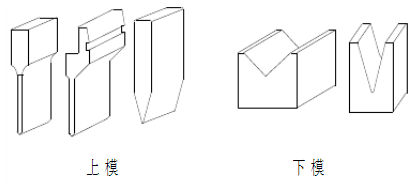
1.折弯刀(上模)
折弯刀的形式加工时主要是根据工件的形状需要选用。
2.下模一般用V=6t(t为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模强度、下模的模口尺寸等因素。
折弯加工顺序的基本原则:
1)由内到外进行折弯;
2)由小到大进行折弯;
3)先折弯特殊形状,再折弯一般形状;
4)前工序成型后对后继工序不产生影响或干涉。
(二)折弯半径
钣金折弯时,在折弯处需有折弯半径,折弯半径不宜过大或过小,应适当选择。折弯半径太小容易造成折弯处开裂,折弯半径太大又使折弯易反弹。
(三)折弯回弹
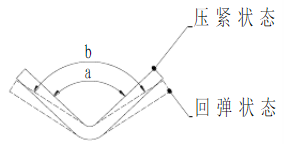
回弹角Δα=b-a,式中,B是回弹后制件的实际角度;a是模具的角度。
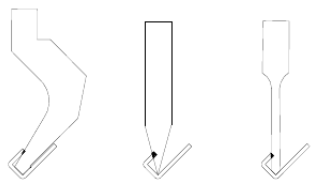
(四)折弯时的干涉现象
对于二次或二次以上的折弯,经常出现折弯工件与刀具相碰出现干涉,黑色部分为干涉部分。这样就无法完成折弯,或者因为折弯干涉导致折弯变形。
文章来源:优快工服












 粤公网安备 44010602004352号
粤公网安备 44010602004352号